peek注塑加工注意事項(xiàng)
文章出處:行業(yè)新聞 網(wǎng)責(zé)任編輯: 銘洋宇通PEEK注塑成型廠 閱讀量:0 發(fā)表時(shí)間:2025-09-12
PEEK(聚醚醚酮)這種高端工程塑料,以其超強(qiáng)的耐熱、耐腐蝕和高強(qiáng)度,在航空、醫(yī)療和汽車行業(yè)里越來越受歡迎。可要說起PEEK的注塑加工,那可真不是隨隨便便就能搞定的,它的要求高,稍有不慎就容易出問題,比如產(chǎn)品氣泡、裂紋或尺寸不穩(wěn),浪費(fèi)材料不說,還得重來。作為一個(gè)在塑膠加工一線混了多年的老鳥,我踩過不少坑,也學(xué)到不少心得。今天就來聊聊PEEK注塑加工的那些要緊事,分享點(diǎn)實(shí)打?qū)嵉慕?jīng)驗(yàn).
首先,得從材料準(zhǔn)備入手。PEEK對(duì)水分特別敏感,哪怕一點(diǎn)點(diǎn)濕氣在高溫下也能鬧出氣泡或降解材料。所以,加工前必須好好烘干原料,通常在120-150℃的除濕烘箱里烘4-6小時(shí),確保水分含量低于0.02%。
設(shè)備選擇和溫度控制是重中之重。PEEK熔點(diǎn)在340℃以上,加工溫度得穩(wěn)穩(wěn)控制在350-380℃,太低流動(dòng)差,填充不勻;太高材料容易分解。模具溫度也要保持170-200℃,這樣才能讓PEEK充分結(jié)晶,避免冷卻太快導(dǎo)致內(nèi)應(yīng)力大,零件變形或脆化。我建議用帶精密溫控的注塑機(jī),生產(chǎn)前校準(zhǔn)加熱圈和熱電偶。

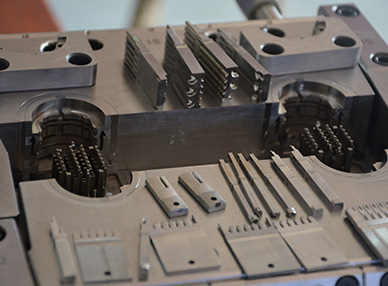
模具設(shè)計(jì)得聰明點(diǎn),因?yàn)?/span>PEEK流動(dòng)性一般,容易在窄道里卡殼。流道和澆口要設(shè)計(jì)得寬敞光滑,主澆道直徑至少6mm,優(yōu)先選扇形或側(cè)澆口,確保熔料順暢流動(dòng)。脫模斜度加大到1-2°,防止高溫粘模。排氣系統(tǒng)也不能馬虎,建議在分型面加0.01-0.02mm的排氣槽,減少燒焦或氣泡隱患。
工藝參數(shù)調(diào)試是個(gè)耐心活。注塑壓力設(shè)在100-150MPa,過大會(huì)傷模具,過小填充不全。注射速度適中,避免剪切過熱;保壓時(shí)間拉長(zhǎng)到5-10秒,補(bǔ)償收縮;冷卻時(shí)間至少20-30秒,讓零件慢慢定型。生產(chǎn)前小批量試模是王道,記錄數(shù)據(jù)建經(jīng)驗(yàn)庫(kù),能幫你避開反復(fù)試錯(cuò)的苦。
最后,品質(zhì)把關(guān)別松懈。PEEK零件多用于精密場(chǎng)合,用三坐標(biāo)儀測(cè)尺寸,必要時(shí)拉伸或耐熱測(cè)試,確保性能過關(guān)。如果有內(nèi)應(yīng)力問題,后退火處理能緩解。
熱門文章
最新資訊
- 雙色模具注塑制作的注意事項(xiàng)
- 雙色模具注塑加工工藝
- 模具的維護(hù)保養(yǎng)怎么做呢?
- 注塑模具加工中的收縮痕該如何避免呢?
- 哪些因素會(huì)影響塑膠模具的壽命呢?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區(qū)別
- 雙色注塑模具如何更換原料
- 2018年模具行業(yè)發(fā)展前景方向分析
- 如何確定塑膠模具進(jìn)膠口的進(jìn)膠方式
- 好的雙色模具應(yīng)該使用什么技術(shù)與設(shè)備呢?
- peek注塑加工注意事項(xiàng)
- 塑膠件包膠后變形怎么辦?
- 包膠注塑模具是否需要考慮收縮率?
- 注塑模具驗(yàn)收的標(biāo)準(zhǔn)是什么?
- PEEK注塑加工材料六大特性和三大應(yīng)用